

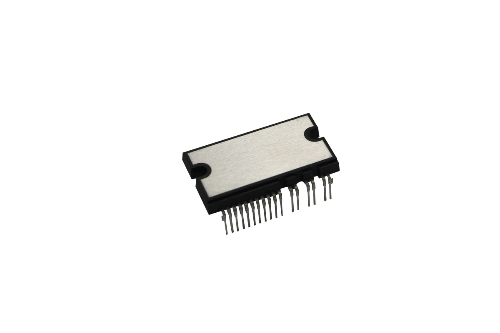
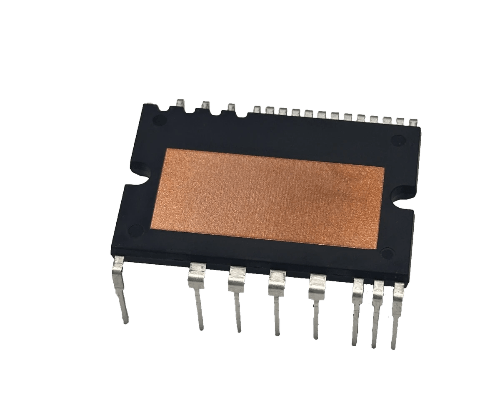
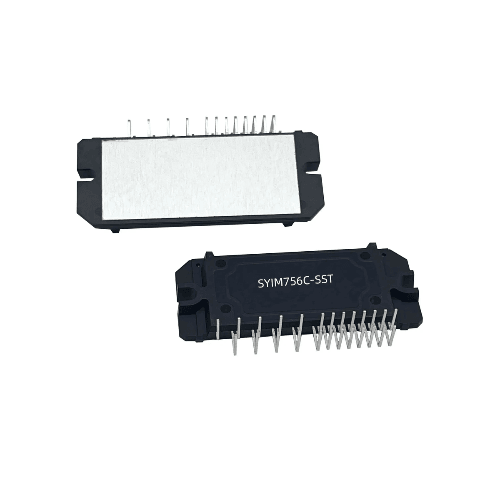
What is semi-package?
Semi-package is an innovative form of electronic packaging technology, situated between traditional packaging and bare die mounting. Unlike full packaging, semi-package only protects a portion of the chip while leaving certain critical areas exposed. This unique structural design offers numerous advantages.
Seven Core Advantages of Semi-package
1.Excellent Heat Dissipation
The most significant advantage of semi-package is its superior heat dissipation capability: by exposing a portion of the chip surface, it allows direct heat dissipation, reducing thermal resistance by 30-50% compared to fully packaged products. This makes it particularly suitable for high-power density applications such as LED lighting and power electronics.
2.Optimized Cost-Effectiveness
Semi-package excels in cost control: Because semi-package uses 20-35% less material than full packaging, it simplifies the packaging process, reduces production complexity, and is suitable for high-volume production, offering significant unit cost advantages.
3.Greater Design Flexibility
Half-encapsulated packages offer design freedom: The package envelope can be customized according to application requirements,SHYSEMI is capable of providing this service.It facilitating the integration of other components or heat dissipation structures, and supporting a variety of substrate materials (ceramic, metal, organic, etc.).
4.A Perfect Balance of Reliability and Performance
Half-encapsulated packages strike a balance between protection and performance: Critical areas are fully protected to ensure long-term reliability, while maintaining essential electrical and thermal interfaces. Their environmental tolerance surpasses that of bare chips, approaching that of fully encapsulated packages.
5.Lightweight and Miniaturization Advantages
Meeting the demands of modern electronics for compact designs: Half-encapsulated packages are 15-25% smaller and lighter than traditional packages, making them particularly suitable for portable and aerospace applications, enabling higher-density system integration.
6.Convenient Testing and Rework
Half-encapsulated packages simplify production and maintenance processes: They facilitate intermediate testing and performance verification, make fault diagnosis more intuitive, increase rework success rates, and reduce overall production yield loss.
7.Wide Application Adaptability
Future Development Trends of Half-encapsulation
As electronic devices evolve towards higher performance and smaller form factors, half-encapsulation technology is experiencing rapid growth. The market share of half-encapsulation is expected to grow at an average annual rate of 12-15% over the next five years. The introduction of new materials, 3D integration technology, and advanced heat dissipation solutions will further expand the application scope and performance advantages of half-encapsulation.
SHYSEMI IPM's products utilizes semi-package, featuring built-in bootstrap circuitry, FLT fault signal output, and temperature detection. Furthermore, it optimizes PCB size and system versioning, simplifying the electronic control assembly process. The three-phase inverter utilizes low-power IGBTs and FRDs, and is suitable for carrier frequencies of 5-15Hz. If you're looking for a packaging solution that offers excellent heat dissipation, low cost, and high design freedom while maintaining high reliability, SHYSEMI's half-encapsulation is definitely worth a try!
Conclusion
Half-encapsulation, with its unique structural design and superior overall performance, is becoming a key option in electronics manufacturing. Whether considering cost, performance, or design flexibility, half-encapsulation offers engineers a superior alternative to traditional packaging. With technological advancements and evolving application requirements, half-encapsulation is expected to demonstrate its value in even more areas.